
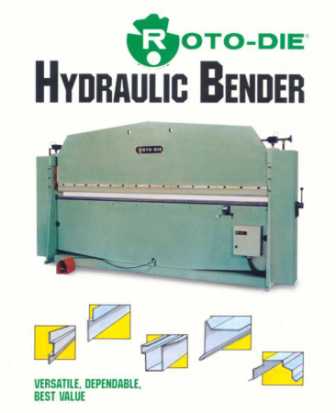
16 Ga. x 120", ROTO-DIE, HYDRAULIC BENDER, MODEL#10 **NEW**
Reference Number: 1675
Condition: New
"If you need a machine and don't buy it, then you will ultimately find you have paid for it but don't have it." Henry Ford
Full Product Description
Model: 10 (New) Bending Capacity: 7/8" Die Opening: 120" X 16 Gauge With Angle Insert: 72" X 10 Gauge Length of Stroke: 3" Strokes Per Minute: 20 to 50 Die Clearance: 2-1/8" Die Space: 7-1/2" Motor: 7.5 HP Overall Dimensions: 12'1" Long 22" Front to Back 5'4" High Bed And Ram Plates: 2-1/4" Thick 25" Depth - Ram 25" Depth - Bed 123" Depth - Length Front & Rear Support Arm Range: 39" Approx. Shipping Weight: 5700 lbs. EQUIPPED WITH: (1) No. 37 Roto-Die (with 4 forming operations) (1) No. 1 Forming Die (85 Degree) (1) No. 24 Hemming Die (30 Degree) (5) No. 50 Sheet Support Arms with Clips (1) No. 51 Squaring Arm with Clips (6) No. 52 Gauging Blocks (6) No. 53 Disappearing Spring-Pin Gauges All models are equipped with Depth-of-Stroke adjustment with indicators Length-of-Stroke adjustment, and motor and controls for 230/460 volt, 3 phase. (Other 3 phase voltages also available) Hydraulic oil and a wrench are also furnished. *** Optional light curtain installed at factory add $10500.00 FEATURES: ** VERSATILITY ** The Roto-Die is four precision forming tools in one. By merely shifting the selection lever, one operator can perform all basic sheet-metal forming operations. No die to change. The Roto-Die hydraulic bender forms full-length ducts, gravel stops, standing lock seams, flashing and hemming operations -accurately and economically. The compactness inherent in the cylindrical die design permits acute reverse bends not possible with conventional wide-bed machines. The Roto-Die indexes quickly and accurately to all forming stations. Automatic detention assures positive die alignment. Centerline machined upper dies are instantly inter- changeable in all Roto-Die openings without special stops or adjustments. A Roto-Die hydraulic bender is as simple to operate as a hand break - but has infinitely more production capacity. ** EARNS YOU MORE MONEY ** Most sheet-metal configurations can be formed with one hand by one operator. The ram may be jogged, stopped or returned to "up" position at any point of the stroke. It may also be inched for accurate positioning of the work, reducing material loss and gauge-adjustment time. Disappearing pins are conveniently located for fast, one-man positioning in cross-breaking (paneling) and rectangular duct forming. Pin gauges are easily removed and relocated. MADE IN THE USA!!